安庆316L不锈钢管价格316L不锈钢管316L 不锈钢管道焊接工艺
(1)焊接方法:由于现场多数为不锈钢管道 且大小不一,根据不锈钢的焊接特点,尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d >Φ159 mm 的采用氩弧焊打底,手工电弧焊盖面。d ≦Φ159 mm 的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的WS7 一400 逆变式弧焊机。
且大小不一,根据不锈钢的焊接特点,尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d >Φ159 mm 的采用氩弧焊打底,手工电弧焊盖面。d ≦Φ159 mm 的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的WS7 一400 逆变式弧焊机。(2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等成分”原则选择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁素体,选择HooCr19Ni12Mo2氩弧焊用焊丝,手弧焊用焊条CHSO22 作为填充材料,其成分见表1 和表2。
表1 焊丝HOOCr19Ni12Mo2化学成分(%)
|
C |
Si |
Mn |
P |
S |
Ni |
Cr |
Mo |
|
0.012 |
0.13 |
1.70 |
0.019 |
0.007 |
13.23 |
18.72 |
2.38 |
表2 焊条CHS022化学成分(%)
|
C |
Cu |
Si |
Mn |
P |
S |
Ni |
Cr |
Mo |
|
0.03 |
0.20 |
0.64 |
0.75 |
0.02 |
0.007 |
11.77 |
19.66 |
2.05 |
(3)焊接参数。奥氏体不锈钢的突出特点是对过热敏感,故采用小电流、快速焊,多层焊时要严格控制层间温度,使层间温度小于60 ℃ 。具体参数见表3 。
表3 焊接参数
|
接头形式 |
焊缝层次 |
焊接方法 |
焊接材料 |
焊接电流I/A |
电弧电压U/V |
焊接速度v/(cm.min) | |
|
牌号 直径d/mm | |||||||
|
管对接 |
一层 |
手工钨极氩弧焊 |
HOOCr19Ni12Mo2 |
2.5 |
75-80 |
10-11 |
6-8 |
|
3.2 |
83-90 |
11-13 |
6-8 | ||||
|
二层 |
手工钨极氩弧焊 |
HOOCr19Ni12Mo2 |
2.5 |
75-80 |
10-11 |
6-8 | |
|
3.2 |
85-93 |
12-13 |
6-8 | ||||
|
手工电弧焊 |
CHS022 |
2.5 |
80-85 |
25-26 |
9-12 | ||
(4 )坡口形式及装配定位焊。坡口形式采用V 形坡口,由于采用了较小的焊接电流,熔深小,因而坡口的钝边比碳钢小,约为0-0.5 mm,坡口角度比碳钢大,约为65°- 700°,其形式见图l 。
图1 坡口形式
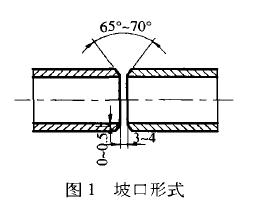
因不锈钢热膨胀系数较大,焊接时产生较大的焊接应力,要求采用严格的定位焊。对于d≦Φ89 mm 的管采用两点定位,d=Φ89-Φ219 mm采用三点定位,d≧219 mm 的采用四点定位;定位焊缝长度6-8 mm。
(5)焊接技术要求:
① 手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接;
② 焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并用丙酮清洗;焊条应在200-250 ℃ 烘干1h,随取随用;
③ 焊前将工件坡口两侧25 mm 范围内的油污等清理干净,并用丙酮清洗坡口两侧25 mm 范围;
④ 氩弧焊时,喷嘴直径Φ2 mm , 钨极为钵钨极,规格Φ2.5 mm ;
⑤ 氩弧焊焊接不锈钢时,背面必须充氩气保护,才能保证背面成形。采用在管道内局部充氩的方法,流量为5-14L/min,正面氩气流量为12 一13L/min 。
打底焊时焊缝厚度应尽量薄,与根部熔合良好,收弧时要成缓坡形,如有收弧缩孔,应用磨光机磨掉。必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。
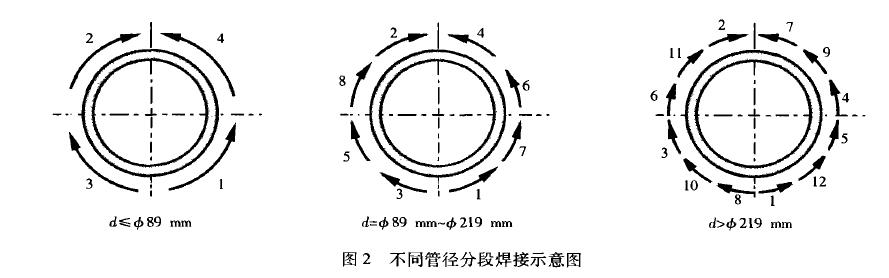
由于该不锈钢为奥氏体不锈钢,为防止碳化物析出敏化及晶间腐蚀,应严格控制层间温度和焊后冷却速度,要求焊接时层间温度控制在60℃ 以下,焊后必须立即水冷,同时采用分段焊接。具体分段方法见图2。这种对称分散的焊接顺序,即可增大接头的冷却速度,又可减小焊接应力。
(5)焊接技术要求:
① 手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接;
② 焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并用丙酮清洗;焊条应在200-250 ℃ 烘干1h,随取随用;
③ 焊前将工件坡口两侧25 mm 范围内的油污等清理干净,并用丙酮清洗坡口两侧25 mm 范围;
④ 氩弧焊时,喷嘴直径Φ2 mm , 钨极为钵钨极,规格Φ2.5 mm ;
⑤ 氩弧焊焊接不锈钢时,背面必须充氩气保护,才能保证背面成形。采用在管道内局部充氩的方法,流量为5-14L/min,正面氩气流量为12 一13L/min 。
打底焊时焊缝厚度应尽量薄,与根部熔合良好,收弧时要成缓坡形,如有收弧缩孔,应用磨光机磨掉。必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。
由于该不锈钢为奥氏体不锈钢,为防止碳化物析出敏化及晶间腐蚀,应严格控制层间温度和焊后冷却速度,要求焊接时层间温度控制在60℃ 以下,焊后必须立即水冷,同时采用分段焊接。具体分段方法见图2。这种对称分散的焊接顺序,即可增大接头的冷却速度,又可减小焊接应力。
图2 不同管径分段焊接示意图
2 结果
( 1 )外观检查无气孔、焊瘤、凹陷及咬边等缺陷,成形良好。
( 2 )对试件进行拉伸、弯曲试验,各项力学性能指标均满足要求,未发现未熔合和裂纹等缺陷。
( 3 )宏观金相检验,发现焊道熔合良好,熔深为1-1.5 mm 。微观金相检验,其母材及热影响区都是全奥氏体组织,焊缝金属为奥氏体十铁素体(4 % )组织,完全满足抗晶间腐蚀和抗脆化的要求,经煤化公司现场施工 保证了焊接工程质量。
保证了焊接工程质量。
( 2 )对试件进行拉伸、弯曲试验,各项力学性能指标均满足要求,未发现未熔合和裂纹等缺陷。
( 3 )宏观金相检验,发现焊道熔合良好,熔深为1-1.5 mm 。微观金相检验,其母材及热影响区都是全奥氏体组织,焊缝金属为奥氏体十铁素体(4 % )组织,完全满足抗晶间腐蚀和抗脆化的要求,经煤化公司现场施工
保证了焊接工程质量。上一条:316L不锈钢管马鞍山316L不锈钢管不锈钢管在汽车行业的应用
下一条:六安市场供应316L不锈钢管现货价格316L不锈钢管 返回列表